Membran Pres Nedir, Nasıl Çalışır? Çalışma Prensibi ve Kullanım Alanları
Membran pres; MDF kapak, panel ve profilleri vakum, esnek membran ve kontrollü ısı ile kaplayan üretim makinesidir. Çalışma prensibini, çevrim adımlarını, kullanım alanlarını, baskı kalitesini belirleyen aşınma parçalarını ve bakım ipuçlarını mühendislik gözüyle anlatıyoruz.
Membran pres, MDF kapak, panel, kapı ve profil gibi parçaların yüzeyine PVC folyo, kaplama filmi veya dekoratif malzemeyi vakum ve kontrollü ısı altında kusursuz şekilde yapıştıran bir üretim makinesidir. Kısaca: esnek bir silikon membran, altındaki havayı boşaltarak kaplamayı parçanın her yüzeyine, her girinti-çıkıntısına eşit basınçla oturtur ve ısı ile aktifleşen yapıştırıcıyı kalıcı hâle getirir. Bu yazıda membran presin çalışma prensibini, tipik bir çevrimin adım adım nasıl ilerlediğini, hangi sektörlerde kullanıldığını ve baskı kalitesini asıl belirleyen aşınma parçalarını mühendislik detaylarıyla ele alıyoruz.
Membran pres nedir? Kısa ve net tanım
Membran pres, düz veya profilli (frezeli, yüksek kabartmalı) ahşap esaslı yüzeyleri tek bir çevrimde film/folyo ile kaplamak için tasarlanmış bir termo-vakum presidir. Klasik düz preslerden farkı, sabit ve rijit bir üst tabla yerine esnek bir membran kullanmasıdır. Bu membran, vakumun etkisiyle parçanın etrafına 'giysi gibi' sarılır; böylece geleneksel düz preslerin ulaşamadığı yan yüzeyler, radüsler ve profil kanalları da tek seferde kaplanır.
Sektörde bu makineye 'vakum membran pres', 'balon pres' veya işlevine bakılarak 'MDF kaplama presi' de denir. Temel işlev aynıdır: ısı + vakum + esnek membran üçlüsüyle boşluksuz, kabarmasız, pürüzsüz bir yüzey elde etmek. Baskı kalitesi doğrudan nihai ürünün görünümünü, kenar kapanışını ve uzun vadeli dayanıklılığını belirlediği için bu üç değişkenin hassas kontrolü kritik önemdedir.
Membran pres nasıl çalışır? Çalışma prensibi
Çalışma prensibi üç fiziksel unsurun eş zamanlı yönetimine dayanır: esnek membran, vakum (negatif basınç) ve kontrollü ısı. Parça, üzerine kaplama filmi serilmiş hâlde delikli/pimli bir taşıyıcı tablaya yerleştirilir. Pres kapanınca membranın alt yüzeyi ile parça arasındaki hava vakum pompasıyla boşaltılır. Atmosfer basıncı (yaklaşık 1 bar / 10 ton/m² mertebesinde eşdeğer kuvvet) membranı parçanın üzerine bastırır; bu basınç noktasal değil, tüm yüzeye ve kenar detaylarına eşit dağılır. Aynı anda üst plaka veya membranın kendisi kaplama filmine göre 90–130 °C bandında ısı verir ve ısıya duyarlı yapıştırıcıyı (genellikle PUR veya EVA esaslı) aktive eder.
Buradaki mühendislik inceliği, basıncın 'yönü' değil 'homojenliği'dir. Membran esnek olduğu için parçanın 18 mm gövdesine de, 2 mm'lik freze kanalına da aynı yerel basıncı uygular; rijit bir tabla ise sadece en yüksek noktaya temas edip kenarlarda temassız bölgeler bırakırdı. Vakumun tam olması, ısının yüzeyde ±birkaç derece bandında homojen olması ve membranın esnekliğini koruması; işte kaliteli bir baskıyı belirleyen üç ayaktır. Bu ayaklardan biri zayıfsa sonuç kabarma, kenar açılması veya parlaklık farkı olarak yüzeye yansır.
Tipik bir presleme çevrimi: adım adım
- Hazırlık: Parça yüzeyleri temizlenir, tutkal/primer serilir ve kaplama filmi (PVC folyo, CPL, dekoratif film) tabla üzerine yerleştirilen parçaların üzerine gerilerek serilir.
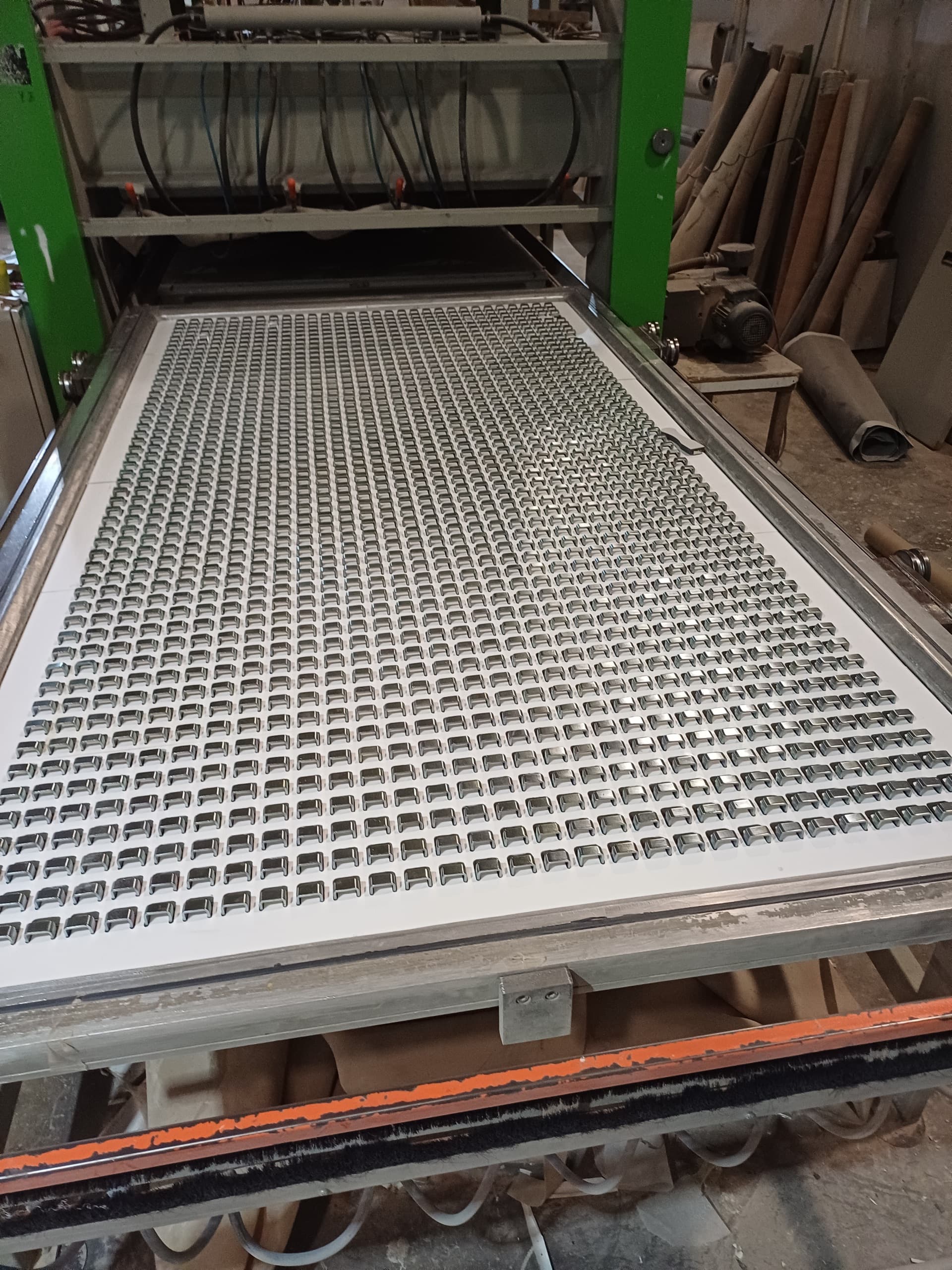
- Yükleme ve konumlama: Parçalar pimler üzerinde belirli bir yükseklikte ve aralıkla dizilir; pimler parçayı tabladan ayırarak membranın kenarlara ulaşmasını (post-forming/kenar sarma) mümkün kılar.
- Kapanma ve sızdırmazlık: Pres kapanır, membran çerçevesi sızdırmaz şekilde oturur; kabin bir ölçüde kapalı hacme dönüşür.
- Vakum: Alt bölgeden hava boşaltılır, membran parçanın üzerine iner ve tüm konturlara sarılarak filmi bastırır.
- Isıtma ve süre: Kontrollü ısı devreye girer; malzemeye göre 90–130 °C ve 30–120 saniye arası bekleme ile yapıştırıcı aktive olur ve film yüzeye kaynaşır.
- Vakum bırakma ve boşaltma: Vakum kaldırılır, membran yükselir; kaplanmış parçalar alınır, kenar fazlalıkları temizlenir.
Toplam çevrim süresi parça geometrisine, film cinsine ve tutkal sistemine bağlı olarak değişir; ince düz kapaklarda çevrim kısa, derin frezeli veya yüksek yüzeyli parçalarda daha uzundur. Süre, sıcaklık ve vakum seviyesi bir 'reçete' olarak tanımlanır ve tekrarlanabilir kalite için bu reçetenin sabit tutulması gerekir. Reçete tutarlılığını bozan en yaygın gizli sebep ise mekanik: aşınmış pim veya düzlemselliğini yitirmiş bir tabla, aynı reçeteyle bile farklı sonuç verir.
Membran pres nerelerde kullanılır?
- MDF mutfak dolabı ve mobilya kapağı kaplama (en yaygın kullanım).
- İç ve dış oda kapısı, panel ve lambri yüzey kaplaması.
- Profil, pervaz ve kornişlerin sürekli/parçalı kaplaması.
- Yüksek kabartmalı, frezeli (routed) dekoratif ön yüzeyler.
- Ofis mobilyası, raf ve tezgah elemanlarında dekoratif film uygulaması.
Membran presin öne çıktığı asıl alan, düz preslerin kaplayamadığı üç boyutlu ve profilli yüzeylerdir. Frezelenmiş bir kapağın kenar radüsünü, iç köşesini ve yan yüzeyini tek bir çevrimde, ek işçilik olmadan kaplayabilmesi; MDF mobilya ve kapı sektörünün bu makineye 'belkemiği' demesinin nedenidir. Kaplama derinliği ve profil karmaşıklığı arttıkça membran esnekliği, vakum kalitesi ve tabla düzlemselliği daha da belirleyici hâle gelir.
Baskı kalitesini belirleyen parçalar ve aşınma
Bir membran presin baskı kalitesi, göründüğü kadar 'ısı ve vakum ayarı' meselesi değildir; büyük ölçüde mekanik parçaların durumuna bağlıdır. Kalite zincirindeki kritik halkalar şunlardır: membranın esnekliği ve yüzey bütünlüğü, ısıtma sisteminin homojenliği, ve en çok göz ardı edilen ikili olan pim ile pim tablasının hassasiyeti. Bu parçalar aşınma parçasıdır; zamanla toleransları değişir ve baskıyı sessizce bozar.
- Membran (silikon örtü): Esnekliğini yitiren, incelen veya yerel olarak sertleşen membran, kenarlara eşit basınç uygulayamaz; sonuç kenar açılması ve boşluktur.
- Pimler: Aşınan, eğilen veya çapı toleransdan çıkan pimler, parçayı yanlış yükseklik/konumda tutarak bölgesel basınç farkı ve iz oluşturur.
- Pim tablası: Düzlemselliğini kaybeden tabla, basıncı bazı bölgede fazla bazılarında az uygular; parlaklık farkı, kabarma ve hurda buradan doğar.
- Kapak ve sızdırmazlık elemanları: Vakum kaçağı, çevrim süresini uzatır ve tam basınca ulaşılamadığı için yapışma kusuru bırakır.
- Isıtma plakası/rezistans dağılımı: Homojen olmayan ısı, aynı çevrimde bir bölgede yeterli yapışma, başka bölgede eksik yapışma demektir.
Pratikte 'tutkal tutmuyor', 'kenarlar açılıyor' veya 'yüzeyde lokal parlaklık farkı var' şikayetlerinin çoğunun kökeni reçetede değil, bu aşınma parçalarındadır. Bu yüzden pim ve pim tablası gibi elemanların orijinal ölçü, tolerans ve düzlemsellikte tutulması; membranın zamanında yenilenmesi, kaliteyi ısı-vakum ayarından çok daha fazla belirler.
Yedek parça, hassas imalat ve bakım yaklaşımı
Ayyıldız Robotics olarak 2009'dan bu yana Düzce'de üretim, ithalat ve ihracat yapıyoruz ve membran pres yedek parça imalatı ile bakım/servis bizim ana uzmanlık alanlarımızdan biri. Bürkle, Wemhöner ve Orma marka preslerle uyumlu pim, pim tablası, kapak ve aşınma parçalarını; mevcut parçanızı veya teknik resminizi referans alarak birebir ölçüde yeniden üretiyoruz. Kritik çaplarda ±0.01 mm toleransa, tipik geçme/oturma yüzeylerinde ise h6/H7 tolerans sınıflarına çalışıyoruz; malzeme olarak uygulamaya göre çelik, paslanmaz çelik, pirinç ve alüminyum kullanıyoruz.
Pim üretimi tarafında CNC kayar otomat parkımız (Goodway SW-20 hassas torna) devreye giriyor: ⌀2–20 mm bandında pim, burç, mil, rakor ve nozul gibi küçük hassas parçaları seri ve tekrarlanabilir toleransta üretiyoruz; 3.300+ parçalık teknik resimli katalog altyapımız benzer parçaların hızlı devreye alınmasını sağlıyor. Pim tablalarının düzlemselliğini ve pim yuvalarının konumunu doğru kurmak için ise XT-326L S2 lazer hizalama sistemini kullanıyoruz — çünkü tabladaki mikron mertebesindeki bir düzlemsizlik dahi baskıya yansır.
Ayrıca kendi geliştirdiğimiz 'Magnetic Pin' (manyetik pim) sistemiyle, membran preslerde pim sabitleme ve tabla değişim sürelerini kısaltan bir çözüm sunuyoruz; bu, tabla üzerindeki pim dizilimini hızlı ve tekrar edilebilir biçimde değiştirmeyi kolaylaştırır. Fiyatlandırmamız teklif usulüdür: presinizin marka/modelini ve ihtiyacınız olan parçayı (ölçü, numune veya teknik resimle) bildirmeniz, size uygun çözümü hızlıca sunmamız için yeterlidir.
Bakım ipuçları: baskı kalitesini korumak için
- Membranı düzenli inceleyin: incelme, çatlak, yerel sertleşme veya kalıcı deformasyon varsa yenileyin; membran ömrü, tabla düzlemselliğiyle doğrudan ilişkilidir.
- Pim yüksekliklerini periyodik kontrol edin: eğilen veya aşınan pimler bölgesel iz ve basınç farkı yaratır.
- Tabla düzlemselliğini ölçün: tekrarlayan yüzey hataları çoğu zaman reçete değil, tabla deformasyonu işaretidir.
- Vakum kaçaklarını takip edin: çevrim süresinin uzaması veya tam vakuma geç ulaşılması sızdırmazlık elemanlarına işaret eder.
- Isı homojenliğini doğrulayın: aynı çevrimde bir bölgede iyi bir bölgede eksik yapışma, ısıtma dağılımı sorununu gösterir.
- Aşınma parçalarını orijinal tolerans ve malzemede yenileyin: düşük kaliteli muadil parça kısa vadede ucuz, uzun vadede hurda oranı olarak pahalıdır.
Sık Sorulan Sorular
Membran pres ile vakum pres aynı şey mi? Çoğu bağlamda 'vakum membran pres' terimi bu makineyi tanımlar; her ikisi de vakum prensibiyle çalışır. Ayrım genellikle üst temas elemanındadır: membran pres esnek bir membran kullanarak profilli/üç boyutlu yüzeyleri sarar, bazı 'düz vakum pres' konfigürasyonları ise daha çok düz yüzeylere yöneliktir. Profilli MDF kapak kaplamada tercih edilen membran presdir.
Baskı kalitem neden düştü, reçeteyi değiştirmediğim hâlde? Bunun en yaygın nedeni reçete değil mekaniktir: aşınmış pim, düzlemselliğini yitirmiş pim tablası, esnekliği azalan membran veya vakum kaçağı. Aynı ısı ve süreyle bile bu parçalardaki tolerans kayması, kenar açılması ve parlaklık farkı olarak yüzeye yansır.
Bürkle, Wemhöner veya Orma presime uyumlu yedek parça üretiyor musunuz? Evet. Bu markalarla uyumlu pim, pim tablası, kapak ve aşınma parçalarını, mevcut parçanızı veya teknik resminizi referans alarak birebir ölçüde üretiyoruz. Marka/model ve parça bilgisini iletmeniz teklif için yeterlidir.
Hangi toleranslarda ve malzemede çalışıyorsunuz? Kritik çaplarda ±0.01 mm, tipik geçme yüzeylerinde h6/H7 tolerans sınıflarında çalışıyoruz. Malzeme olarak uygulamaya göre çelik, paslanmaz çelik, pirinç ve alüminyum kullanıyor; pim üretiminde ⌀2–20 mm bandında CNC kayar otomatla seri ve tekrarlanabilir imalat yapıyoruz.
Fiyat nasıl belirleniyor? Fiyatlandırmamız teklif usulüdür. Presinizin marka/modeli, ihtiyaç duyduğunuz parça ve varsa ölçü/numune/teknik resim ile bize ulaşın; uygulamanıza özel çözümü ve teklifi hızlıca sunalım.
Projeniz için teklif alın
Membran pres yedek parça, manyetik pim veya CNC fason üretim — ihtiyacınızı iletin, teknik ekibimiz dönsün.